Welche Teile möchten Sie biegen?
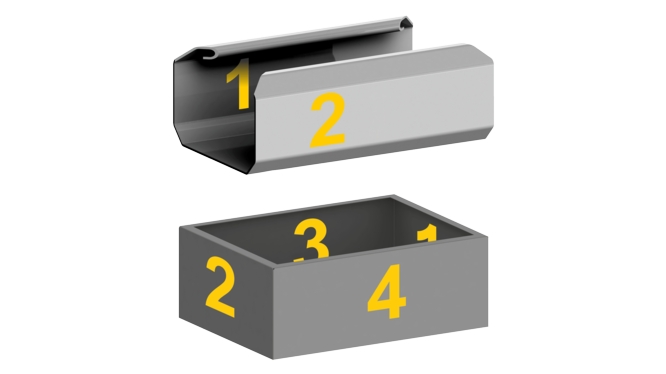
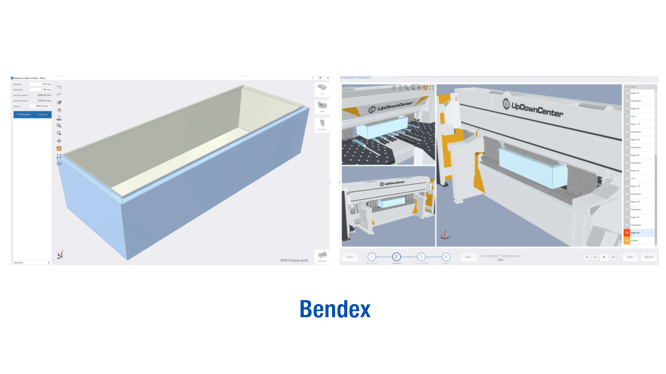
Profile und Boxen

Profile
In welche Richtung soll die Maschine biegen können?

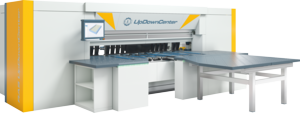
Nach oben und unten

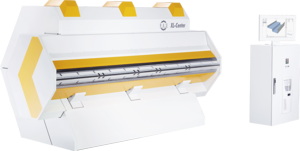
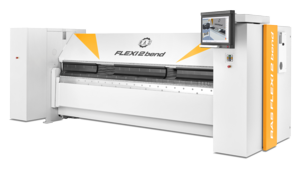
Nach oben
Wie soll die Programmierung des Biegeablaufs erfolgen?
Automatisch
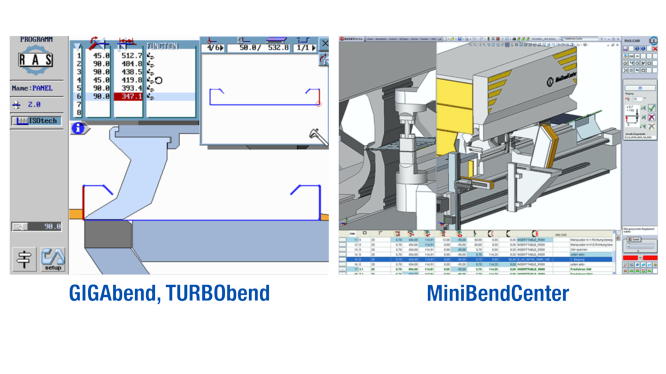
grafikunterstützt
Wie automatisiert sollen die Biegeabläufe erfolgen?
Automatische Biegeabläufe

Automatische Biegeabläufe mit gelegentlichem manuellem Eingriff (meist beim Drehen)

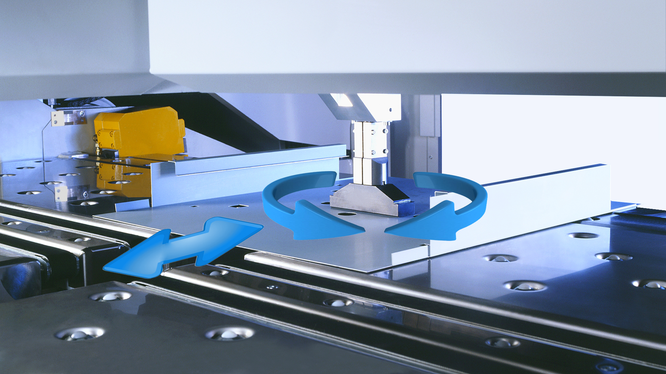
Manuelles Teilehandling (drehen, wenden)
Soll der Werkzeugaufbau automatisch erfolgen?

Automatisch mit Werkzeugwechsler

Schneller manueller Werkzeugwechsel
Welche zusätzlichen Automatisierungskomponenten sind verfügbar?
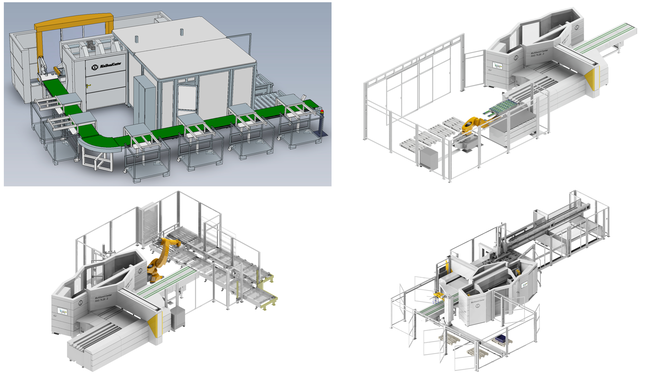
Optionales Be-/Entladen

Keine Be-/Entladekomponenten